تصلب التعريفي الدائري والعتاد
ترس الحلقة (بما في ذلك ترس الحلقة الخارجية والعتاد الداخلي) هو جزء ناقل حركة ميكانيكي شائع الاستخدام ، خاصةً الترس الدائري ذو القطر الكبير يستخدم على نطاق واسع لتقوية السطح من خلال عملية التسخين والتبريد التعريفي. تستخدم آلة التصلب بالحث على شكل حلقة على نطاق واسع بسبب عمليتها البسيطة ، والتشوه الصغير للأجزاء ، والمعالجة الجزئية للأجزاء ، وكفاءة الإنتاج العالية ، وتوفير الطاقة ، والإنتاج النظيف ، والتلوث البيئي الأقل ، وسهولة الميكنة والأتمتة للعملية.
تطبيقات تصلب التعريفي الدائري والعتاد
{kind=link}
طرق تصلب الحث والعتاد الحلقي
هناك أربعة أنواع من طرق التسخين والتبريد بالحث على التروس الحلقية ، وهي عبارة عن تصلب تحريض الترس الدائري بفجوة تلو الأخرى ، وتصلب تحريض التروس لكل سن على حدة ، وتصلب تحريض التروس المقوى بالدوران ، وتصلب الحث ثنائي التردد. تصلب الحث على طول أخدود السن وعملية التصلب بالحث لكل سن مناسب بشكل خاص للتروس الحلقية الخارجية والداخلية بأقطار كبيرة (تصل إلى 2.5 متر) والوحدات الكبيرة ، ولكنها غير مناسبة للتروس ذات القطر الصغير والتروس الصغيرة. (وحدات). أقل من 6).
- تصلب الحث التعريفي الدائري الفجوة فجوة: جناح السن وجذر السن تصلب ، ولا توجد طبقة صلبة في منتصف قمة السن (انظر الشكل 1). تشوه المعالجة الحرارية لهذه الطريقة صغير ، لكن كفاءة الإنتاج منخفضة.
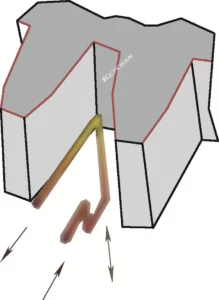
- تصلب الحث التعريفي الدائري الفجوة فجوة: جناح السن وجذر السن تصلب ، ولا توجد طبقة صلبة في منتصف قمة السن (انظر الشكل 1). تشوه المعالجة الحرارية لهذه الطريقة صغير ، لكن كفاءة الإنتاج منخفضة.
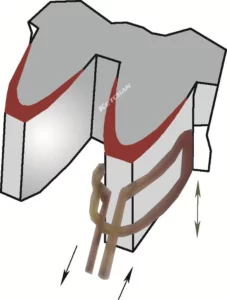
- تدور الحث تصلب حلقة العتاد: يتم إخماد المسح الضوئي بدورة واحدة أو التبريد بالتسخين متعدد الدورات في نفس الوقت ، يتم إخماد الأسنان بشكل أساسي تمامًا وطبقة تصلب الجذر ضحلة (انظر الشكل 3). مناسب للعتاد المتوسط والصغير ، غير مناسب للعتاد عالي السرعة والخدمة الشاقة.
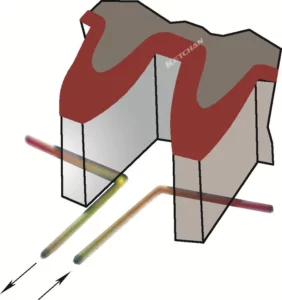
- تصلب الحث ثنائي التردد: يقوم التردد المتوسط بتسخين فتحة السن ، ويقوم التردد العالي بتسخين الجزء العلوي من السن للحصول على طبقة صلبة موزعة بشكل أساسي على طول ملف السن.
النقاط الفنية تصلب التعريفي الترس الدائري الفجوة فجوة
(1). التردد الشائع لتصلب الحث على طول أخدود السن للعتاد الحلقي هو 1 ~ 30 كيلو هرتز ، ويتم التحكم في الفجوة بين الحث والجزء عند 0.5 ~ 1 مم.
(2). تكون التيارات الدوامة المتولدة على طول المحاثات المسننة على شكل فراشة بأعلى كثافة تيار عند الجذر. لذلك ، يجب أن يكون المحرِّض مزودًا بموصل مغناطيسي ، ويمكن زيادة الكثافة الحالية للمحث المجاور لسطح جذر السن باستخدام تأثير دفع الشق لتحسين كفاءة المحرِّض.
(3). من الضروري التحكم بدقة في ملف الحث ليكون متماثلًا للغاية مع الجانبين المتجاورين ، والتحكم الصارم في الفجوة بين الأجنحة وجذور الأسنان.
(4). تطابق بشكل معقول ارتفاع المحرِّض وكمية الموصل المغناطيسي للتأكد من أن درجة حرارة تسخين سطح السن وجذر السن متجانسة ومنع تشقق التبريد.


كيف نفعل لفائف التعريفي حلقة والعتاد؟
(1) ملف التعريفي ذو الحلقة المفردة
(2) فرع حلقة لفائف التعريفي
الدائرة الرئيسية في المركز ، والدائرتان الفرعيتان على كلا الجانبين. تيار الدائرة الرئيسية هو ضعف تيار الدائرة الفرعية ، والذي يمكن أن يقلل بشكل فعال الصورة المحمومة للزوايا الحادة على الوجوه النهائية للمدخل والمخرج لمعدات الحلقة.
يتميز ملف الحث بدقة تصنيع عالية وعمر خدمة طويل ويجب تعديله بعناية أثناء الاستخدام لتجنب تلفه المبكر.
كيفية تحسين جودة تصلب التعريفي الدائري والعتاد؟
- الطبقة المتصلبة موزعة بشكل غير متساو ، جانب واحد ذو صلابة عالية وطبقة صلبة عميقة ؛ الجانب الآخر ذو صلابة منخفضة وطبقة صلبة ضحلة. هذا لأن تصلب الحث على طول أخدود السن لديه حساسية عالية للموضع مقارنة بالتصلب الحثي الدوار لمحث الحلقة. من الضروري تصميم وتصنيع جهاز تحديد المواقع عالي الدقة لضمان توزيع متماثل للغاية للفجوة بين جانب السن والمحث. إذا لم يكن متماثلًا ، فقد يتسبب أيضًا في حدوث تقوس دائرة قصر بين المحث والأجزاء الموجودة على الجانب مع وجود فجوة صغيرة ، مما يؤدي إلى تلف مبكر للمحث.
- تصلب الجناح صلب. والسبب هو أن جهاز التبريد الإضافي لم يتم ضبطه بشكل صحيح أو أن كمية سائل التبريد غير كافية.
- ارتفاع درجة حرارة الأنبوب النحاسي الموجود في طرف الأنف لملف الحث. عند استخدام عملية التبريد بالمسح غير المدفون على طول أخدود السن ، فإن الأنبوب النحاسي يسخن بسهولة ويحترق بسبب الفجوة الصغيرة نسبيًا بين المحرِّض والجزء ، والإشعاع الحراري لسطح التسخين ، والحجم المحدود للحوض أنبوب نحاسي في الأنف. لإتلاف ملف الحث. لذلك ، يجب أن يضمن المحرِّض وجود تدفق وضغط كافيين لوسط التبريد ليمر من خلاله.
- يتغير شكل وموضع ترس الحلقة أثناء عملية الحث. عند المسح والتبريد على طول أخدود السن ، سينتفخ السن المعالج النهائي بمقدار 0.1 إلى 0.3 مم. سيؤدي التشوه والتمدد الحراري والتعديل غير الصحيح لملف الحث إلى تلف الأجزاء وملف الحث. لذلك ، يجب مراعاة عامل التمدد الحراري عند تحديد الفجوة بين المحث وجانب السن ، ويجب استخدام جهاز حد مناسب لضمان الفجوة.
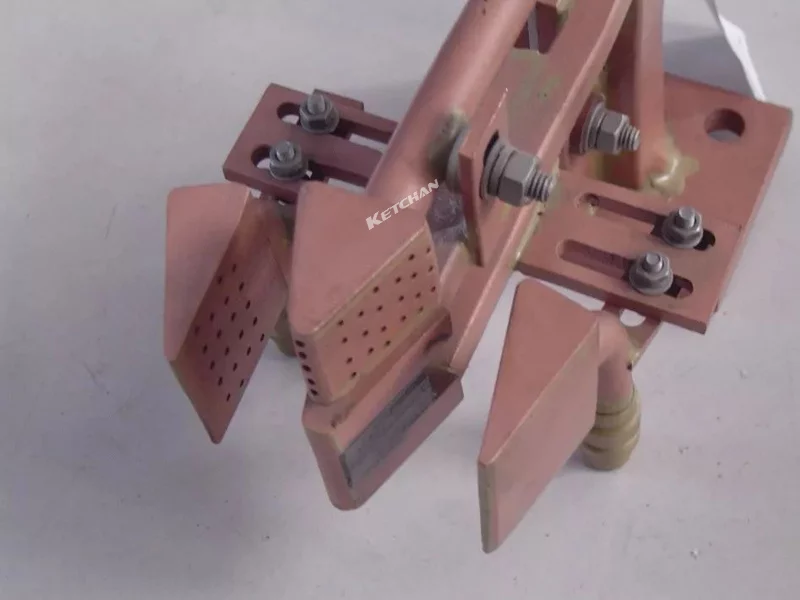
- أداء مغنطة الحث يتدهور. ظروف العمل للموصل المغناطيسي قاسية ، ويمكن إتلافها بسهولة بسبب ارتفاع درجة الحرارة في مجال مغناطيسي عالي الكثافة وبيئة تيار عالي (انظر الشكل 7). في نفس الوقت ، وسيط التبريد والتآكل سيقللان من أدائه. لذلك ، من الضروري القيام بعمل جيد في الصيانة اليومية للملف التعريفي وصيانته.
تلف ارتفاع درجة حرارة ملف التعريفي
")
الوسوم (تاج):تصلب التعريفي القضية, تصلب الحث والعتاد, تصلب الخطوط الداخلية التعريفي, الحث تصلب الجهاز, تصلب التعريفي من حلقات الدوران, حلقات تصلب الحث, التعريفي تصلب ضرس التروس, نظام المعالجة الحرارية التعريفي, آلة التبريد التعريفي, حلقة المعالجة الحرارية والعتاد, تصلب التعريفي الدائري والعتاد, الدوران الحثي تصلب
ربط المنتجات
-
 لفائف التعريفي
لفائف التعريفيلفائف تصلب التعريفي
-
 نظام التصلب باستخدام الحاسب الآلي
نظام التصلب باستخدام الحاسب الآليآلة تصلب التعريفي CNC
-
 نظام المعالجة الحرارية التعريفي
نظام المعالجة الحرارية التعريفيآلة تصلب التروس